
ディスペンサー技術ガイド
ディスペンサー技術ガイド
液剤ディスペンス工程における温度管理(温調)は、吐出量の安定性、線幅の均一性、塗布形状の再現性を左右する、基礎かつ本質的な技術要素です。現場では「朝と昼で線幅が変わる」「昨日と同じ条件なのに今日はうまく出ない」といった吐出ばらつきが発生しますが、その多くは装置性能ではなく、液剤温度の変化による粘度変動に起因します。
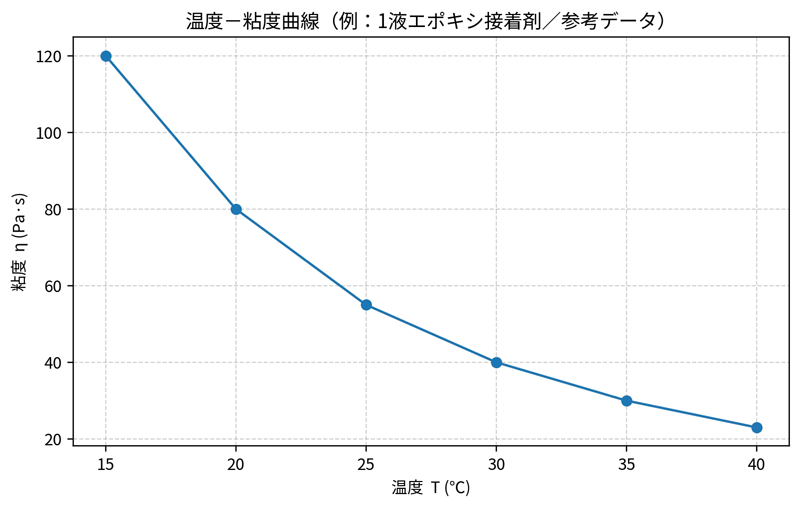
シリコーン、エポキシ、UV樹脂、フラックス、導電性ペースト、各種接着剤など、ディスペンスで使用される多くの液剤は温度と粘度が強く相関しており、特に高粘度材料ではわずか1℃の差でも粘度が数%〜数十%変化するケースも珍しくありません。
吐出安定と塗布品質の確保には、材料温度を一定に保つ管理が欠かせません。
この粘度変動が、吐出挙動に以下のような影響を与えます。
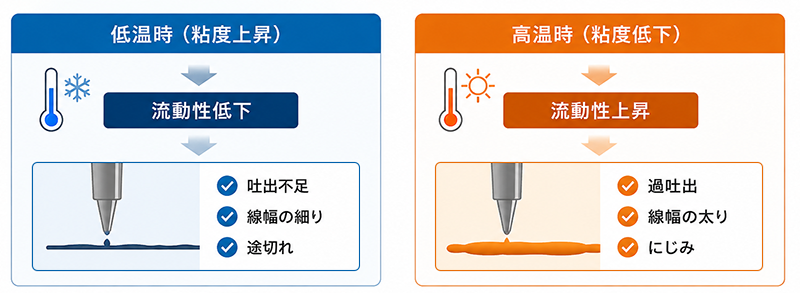
つまり、温度管理とは装置のオプション機能ではなく、ディスペンス品質を成立させる前提条件といえます。 本記事では、温度変化が吐出に与える影響を整理し、安定吐出のために押さえるべきポイントを解説します。
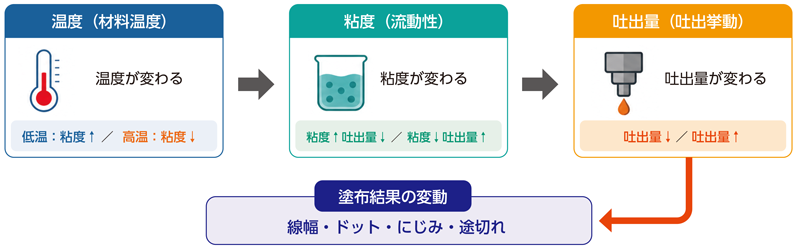
ディスペンス工程の安定性は、「温度変化 → 粘度変化 → 吐出量変動」という明確な因果関係によって成立しています。吐出条件が同じであっても、液剤温度が変化すれば粘度が変わり、その結果として吐出量や塗布形状は確実に変動します。そのため、吐出量を安定させるには、圧力・時間・開閉タイミングといった装置条件だけでなく、液剤温度を一定に保つことが前提条件となります。
温度→粘度→吐出量の因果関係
温度変化による粘度変動は、単に吐出量の増減にとどまらず、塗布品質全体に波及します。特に高粘度領域では、わずかな温度低下でも流動抵抗が大きくなり、吐出遅れや立ち上がり不良が発生しやすくなります。一方で温度上昇により粘度が低下すると、材料が必要以上に広がりやすくなり、線幅のばらつきやダレ、にじみといった形状不良につながります。また、吐出開始直後と連続運転時では液剤温度が異なるため、同一プログラム条件であっても時間経過とともに吐出量が変化するケースも多く見られます。
実際の現場では、液剤温度は常に一定ではありません。周囲環境の温度変化(季節・空調・時間帯)に加え、複数の要因が重なって液剤温度は時間とともに緩やかに変動していきます。
液剤タンク内の温度が一定であっても、ホースや配管を通過する過程で材料温度が変化し、ノズル先端部で局所的な温度差が生じる場合があります。これにより吐出開始時の立ち上がりが不安定となり、塗布量のばらつきにつながります。
温度変動は粘度だけでなく、材料中の気泡発生にも影響します。温度上昇に伴い気泡が混入しやすくなり、断続吐出や塗布不安定などの不良要因となります。
高粘度条件ではバルブの開閉応答が遅れやすく、吐出開始位置のズレや微量吐出精度の低下が発生することがあります。温度管理はバルブ動作の再現性確保という観点からも重要です。
| 要素 | 温度変化による影響 | 工程上の結果 |
|---|---|---|
| 液剤温度 | 周囲環境・装置発熱で変動 | 吐出量・塗布形状が時間とともに変動 |
| 粘度 | 低温:上昇 / 高温:低下 | 流動性変化・再現性低下 |
| 圧力式吐出 | 高粘度:吐出不足 低粘度:過吐出 |
線幅変動・塗り切れ |
| 配管・ノズル温度差 | 先端部で局所温度変動 | 吐出立ち上がり不安定 |
| 気泡・脱泡状態 | 温度変化で気泡発生 | 断続吐出・欠け |
| バルブ応答性 | 高粘度で開閉遅れ | 始点ズレ・微量精度低下 |
温調対象は複数存在しますが、吐出ばらつきの起点となりやすいのは、材料を直接保持するシリンジ内温度であるケースが多く見られます。
液剤ディスペンスにおける温度管理を考える上で、特に重要なのがシリンジ内部の液剤温度です。材料タンクや配管、バルブ、ノズルなど温度の影響を受ける箇所は複数ありますが、現場でのばらつき要因として支配的になりやすいのは、シリンジ内で起こる温度変化です。その理由は主に以下の3点です。

このようにシリンジは温度ばらつきの中心になりやすく、わずかな温度差が粘度変動=吐出量変動になります。
10cc・30ccといった小容量シリンジでは、温度変化が短時間で内部に反映されるため、わずかな温度差が粘度変動、ひいては吐出量や線幅の変動へ直結します。
温調を検討する際は、室温管理だけでなく「シリンジ内の液剤温度をどう一定化するか」を中心に設計することが安定吐出への近道です。
ディスペンス工程における温調(温度管理)の目的は、吐出量ばらつきの主要因である粘度変動を抑え、吐出挙動を再現可能な状態に整えることにあります。ディスペンス条件(圧力・時間・開閉タイミングなど)は、液剤粘度が一定であることを前提とした制御であり、温度変動によって粘度が変わると、同じ条件でも塗布結果が一致しません。そのため材料温度を一定に保つ温調は、安定吐出を成立させる重要な基盤となります。
温調の効果は、特にµL~nLレベルの微量吐出や細線塗布で顕著に現れます。粘度が安定することで吐出開始・停止挙動が揃いやすくなり、ドット径や線幅のばらつき低減、にじみ・途切れの抑制につながります。
温調による安定化効果は吐出方式を問わず共通です。圧力式では吐出不足や過吐出を抑え、ピストン方式では糸引きやにじみの軽減に寄与します。ジェットディスペンスでも温度安定によりドット径が揃いやすくなります。
現場で評価されやすいのが、時間帯や稼働時間による吐出変動の抑制です。朝の吐出不足や連続運転後の過吐出といった温度起因のばらつきを抑え、調整工数の低減にもつながります。
温度依存性の大きい高粘度材料では、温調の導入効果が特に大きくなります。1液シリコーン、エポキシ樹脂、導電性ペースト、フラックス、UV硬化樹脂などでは、温度差が吐出品質に直結します。
温調は単なる付加装置ではなく、ディスペンス工程における品質と生産性を両立させるための重要技術です。特に精密塗布や微量吐出では導入効果が大きくなります。
一方で、温調を導入する際には 「ヒーター式」 と 「ペルチェ式(加熱+冷却)」 のどちらを選ぶべきかが重要になります。液剤特性や工程条件によって最適解は異なります。次回(第2篇)では、両方式の特徴と選定ポイントを整理し、ディスペンス工程の温調を最適化する考え方を解説します。
温調方式の検討や適用可否のご相談も承っておりますので、お気軽にお問い合わせください。